

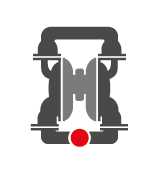




Structure of the drum pump
(1) Motor – several drive types possible
(2) Nozzle
(3) Handwheel – for mounting the motor
(4) Hose connection
(5) Drum adapter – for a safe stand
(6) Hose – in various materials
(7) Pump tube – depending on the liquid
(8) Pump foot
How is a Drum pump constructed?
The Lutz Drum pump consists of two main elements: Motor: and Pump tubes.
The Motor: serves as the drive and is responsible for the pumping capacity for the various requirements. The Pump tube ensures safe transport with its high-quality materials and resistance to the Medium:. Thanks to the many variants of our products, we can supply suitable solutions for every challenge. Our portfolio is rounded off by corresponding spare parts and accessories.
Select a category



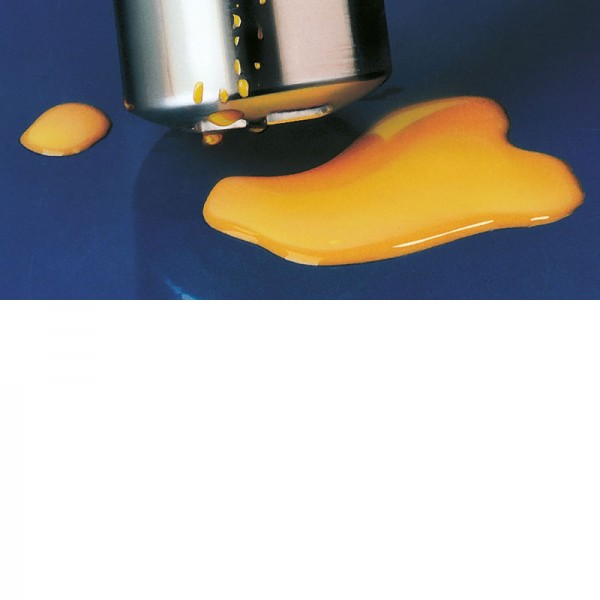



Drum pumps for pumping fluids from different containers
The perfect solution and at the same time a reasonable alternative to a bucket is an electric, compressed air or battery-operated drum pump from Lutz. Knowledge, experience and a sense of responsibility are just a few arguments for placing the handling of liquids in the hands of professionals. With a Lutz drum pump anyone who transfers liquids of all kind can become a professional. Due to the variety of thin and thick, neutral and aggressive, cold and hot as , well as flammable and non-flammable liquids to be pumped, there is the demand to have the right drum pump available for every requirement.


The right Drum pump for every tank
What Immersion depth do you need for which tank? Canisters, hobbocks, drums, IBC tanks and special containers of all kinds repeatedly pose this one question for users. As most containers comply with a standard, this also simplifies the answer as to the correct Immersion depth. All standard Lutz Pump tubes have been adapted to the corresponding container standards, resulting in Immersion depths of 500 mm, 700 mm, 1000 mm and 1200 mm. Lutz also has the optimum solution for special containers and pump sumps, as all Pump tubes are available in customised special lengths from ~300 mm to over 3 m in length, which are specially made for our customers.
When must an explosion-proof drum pump be used?
Explosion protection is mandatory required for flammable and highly flammable liquids, which are classified according to explosion group II (EN/IEC 60 079-0). The danger of the gases increases from explosion group II A via II B to II C. The requirements on the drum pump used for these explosion groups increase accordingly. The Lutz drum pump in explosion-protected design offers the highest possible protection when handling easily flammable, flammable substances and in explosive environments. It is designed in the material SS (stainless steel 1.4571) and Hastelloy C. It meets all international standards and regulations and complies with the directives according to Atex 2014/34/EU and IEC Ex.

Our complete range of drum pumps





















info@lutz-jesco.at
